Skip to content
Home
Products
Palm Oil Equipment
Tomato Processing Machine
Fresh Fruit Receiving and Pre-treatment Section
Tomato Paste Extraction and Refining Section
Vacuum Evaporation Section
Downstream Filling and Packaging Section
About Us
Our Blogs
Contact Us
Get in Touch with Us
Manager: Sherry
Phone:
+86 19539944134
WhatsApp:
+86 19539944134
E-mail:
sales@vortechglobal.com
,
info@vortechglobal.com
hinese Office: Room 1602, Kaisa Prosper, Jiangyin, Jiangsu, China.
Head Office: 10 Anson Road #27-18 International Plaza Singapore (079903).
Home
Products
Palm Oil Equipment
Tomato Processing Machine
Fresh Fruit Receiving and Pre-treatment Section
Tomato Paste Extraction and Refining Section
Vacuum Evaporation Section
Downstream Filling and Packaging Section
About Us
Blogs
Contact Us
English
Español
(
Spanish
)
Français
(
French
)
Indonesia
(
Indonesian
)
ไทย
(
Thai
)
Home
Products
Palm Oil Equipment
Tomato Processing Machine
Fresh Fruit Receiving and Pre-treatment Section
Tomato Paste Extraction and Refining Section
Vacuum Evaporation Section
Downstream Filling and Packaging Section
About Us
Blogs
Contact Us
English
Español
(
Spanish
)
Français
(
French
)
Indonesia
(
Indonesian
)
ไทย
(
Thai
)
Contact Now
Close Trigger
blog
Sep 8 2025
How Palm Oil Sterilizers Work: Step-by-Step Process Explained
Read Article
Aug 27 2025
What is the cost of establishing a small palm oil mill in Indonesia?
Read Article
Aug 27 2025
Business Plan Essentials for Starting a Tomato Paste Processing Factory
Read Article
Aug 14 2025
Types of Palm Oil Press Machines: Hydraulic vs. Screw Press
Read Article
Aug 14 2025
Licensing and Regulatory Requirements for Palm Oil Processing Plants
Read Article
Aug 13 2025
Choosing the Right Capacity Vertical Sterilizer for Your Palm Oil Mill
Read Article
Jul 28 2025
How Much Does It Cost to Own a Tomato Processing Factory?
Read Article
Jul 28 2025
Feasibility Analysis and Planning of Tomato Sauce Factory Project
Read Article
Jul 28 2025
Top 10 Challenges Faced by Tomato Processing Plants and How to Overcome Them
Read Article
Jul 25 2025
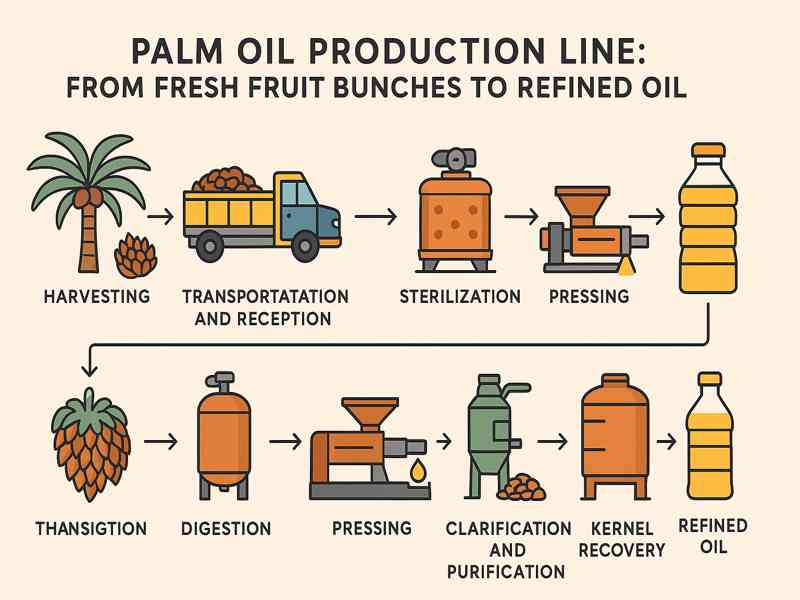
Palm Oil Production Line: From Fresh Fruit Bunches to Refined Oil
Read Article
Jul 25 2025
Refined Palm Oil vs. Crude Palm Oil: Understanding the Differences
Read Article
Jul 14 2025
Understanding the Cost of Palm Oil Processing Machines: A Complete Guide for Buyers
Read Article
Page
1
Page
2
Page
3
Page
4
Page
5
WhatsApp us
Get in Touch with Us
3+4=